Not just ideas, this is innovation!
Find Out MoreNot just ideas, this is innovation!
Find Out MoreAn astounding 58% of all food produced in Canada – 35.5 million tonnes – is lost or wasted. According to a new report, about a third of that wasted food could be recovered and reused in communities in need across the country.
In the United States, food waste is estimated to be between 30% to 40% of the food supply. This estimate is based on the USDA's Economic Research Service's findings, which indicate a 31% food loss at the retail and consumer levels. This translates to approximately 133 billion pounds and a staggering $161 billion worth of food wasted.

It is crucial that we take action to reduce the energy consumption required to preserve food freshness and exercise better control to minimize waste. Our goal should be to provide high-quality food at a lower cost, making it more accessible to everyone.
Unfortunately, the current energy consumption in freezing and refrigerating food is unnecessarily high due to the inefficiency of conventional processes. This is mainly because the industry is driven by large corporate entities that refuse to invest and embrace a change. Instead of focusing on consumer benefits and product improvement, these companies prioritize maximizing profits.
As a result, they market and sell the wrong components, deliberately limit resources available for improving refrigeration systems, and even influence equipment choices, designs, and performance data to suit their financial interests. This lack of accountability directly contributes to environmental damage. We should not even be in a position of having to protect the environment from our refrigerant gases if the design of this system supported a ZERO leak rate strategy.
However, at the Oxford Group of Companies, we are committed to working with other like-minded organizations that genuinely want to make a positive global impact. We believe that positive change is possible, and we are already taking steps in that direcon. We have the tools to do better.
Join us on our journey toward a more sustainable future. Together, we can utilize the tools and resources to create a more responsible approach to food preservation and waste reduction.
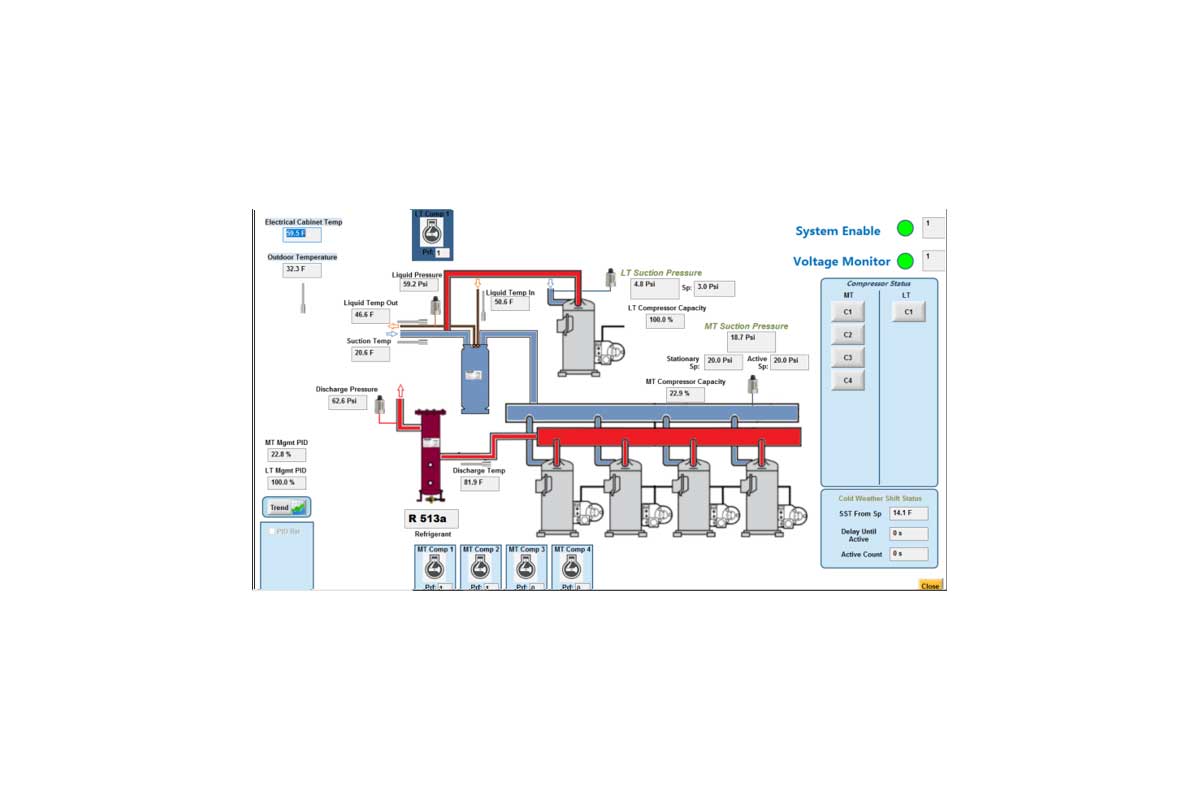
The Oxford LPP™ Platform offers a cutting-edge refrigeration solution that utilizes a wide range of existing HFC refrigerants, with a primary focus on environmentally friendly HFO refrigerants. Designed for low-pressure systems with high critical temperature characteristics, this innovative technology provides exceptional performance while offering a smooth transition for customers.
Aligning With Customer Goals:
One of the key advantages of the Oxford LPP™ Platform is its adaptability to existing infrastructures. It doesn't necessitate a complete system overhaul but can instead be gradually integrated to align with customers' specific goals and limitations. A portion of the facility can be dedicated to the new HFO low-pressure platforms equipped with Oxford LPP™ technology, while the rest of the facility can seamlessly incorporate Oxford LPP™ into its conventional architecture.
Reducing Inputs for Superior Results:
The Oxford LPP™ Platform significantly reduces the overall equipment required, effectively lowers system superheat and heat of compression, and even eliminates the need for an entire low-temperature condenser, receiver, and oil separation setup. Further reductions are seen with the elimination of half of the refrigerant used in the old architecture.
Lowering the Cost of Ownership & Operation:
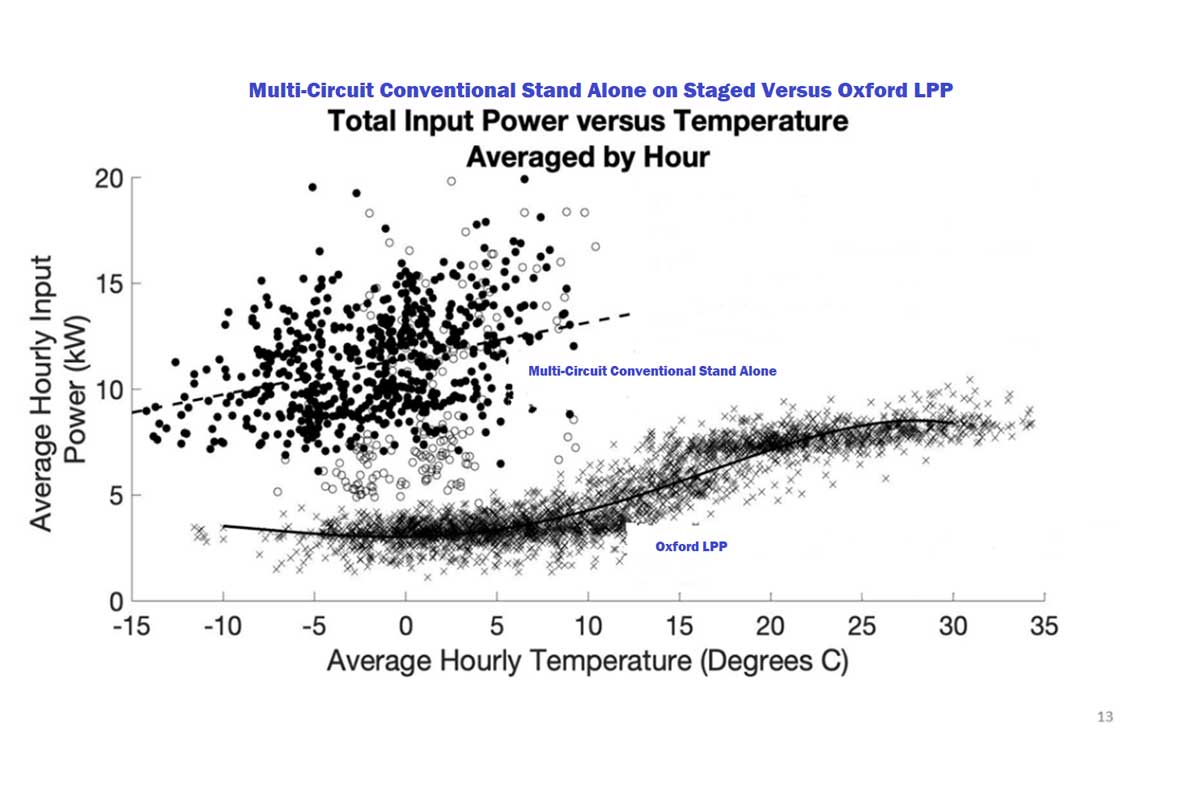
Compared to conventional rack systems, an Oxford system with Oxford LPP™ significantly reduces the cost of ownership and operation. Achieving a lower maintenance system designed to maintain a 0-leak rate benchmark and delivering lower energy consumption, the overall reduction can be as substantial as 40-60%.
The installation costs are also reduced significantly, as the system requires less than 50% of the overall piping. The refrigeration system can be conventionally piped with brazed copper or, alternatively, copper or aluminum pipes with crimped connections can be used, offering lighter and more cost-effective installation options without compromising reliability.
Advancing Design:
A notable feature of the Oxford LPP™ architecture is its full low-temperature redundancy, made possible by its innovative flow-through design. Additionally, temperature changes in an evaporator, even when operating with a low-temperature case/load in a medium-temperature application, do not necessitate any valve adjustments or alterations to the system architecture, thereby simplifying the operational process.
The Oxford LPP™ Platform sets itself apart with the unique advantage of being free from pressure-compensated or pressure-dependent valves, further streamlining the system's operation and maintenance.
Enhancing Efficiency:
This groundbreaking platform addresses the inefficiencies inherent in conventional low-temperature compression. Secondary heat influences, such as heat of compression and motor heat, are dramatically reduced, oen by up to 80%, enhancing the overall efficiency of the low-temperature architecture.
Regulation Compliant:
The Oxford LPP™ Plaorm is engineered to align with current California state guidelines and European directives when combined with evaporator/case layouts. It achieves this while maintaining a refrigerant charge of 50 lbs or less, thanks to the use of low GWP HFO refrigerants.
Patent pending system.
The Oxford LPP™Platform represents a significant leap toward more efficient and environmentally conscious refrigeration. By leveraging the benefits of HFO refrigerants and ingenious design features, this technology paves the way for a sustainable and cost-effective future in refrigeration applications.
A pioneering breakthrough in the refrigeration industry. This innovative system is designed with an open structure, ensuring limitless possibilities for future designs and adaptable equipment.
Seamless Integration and Customization:
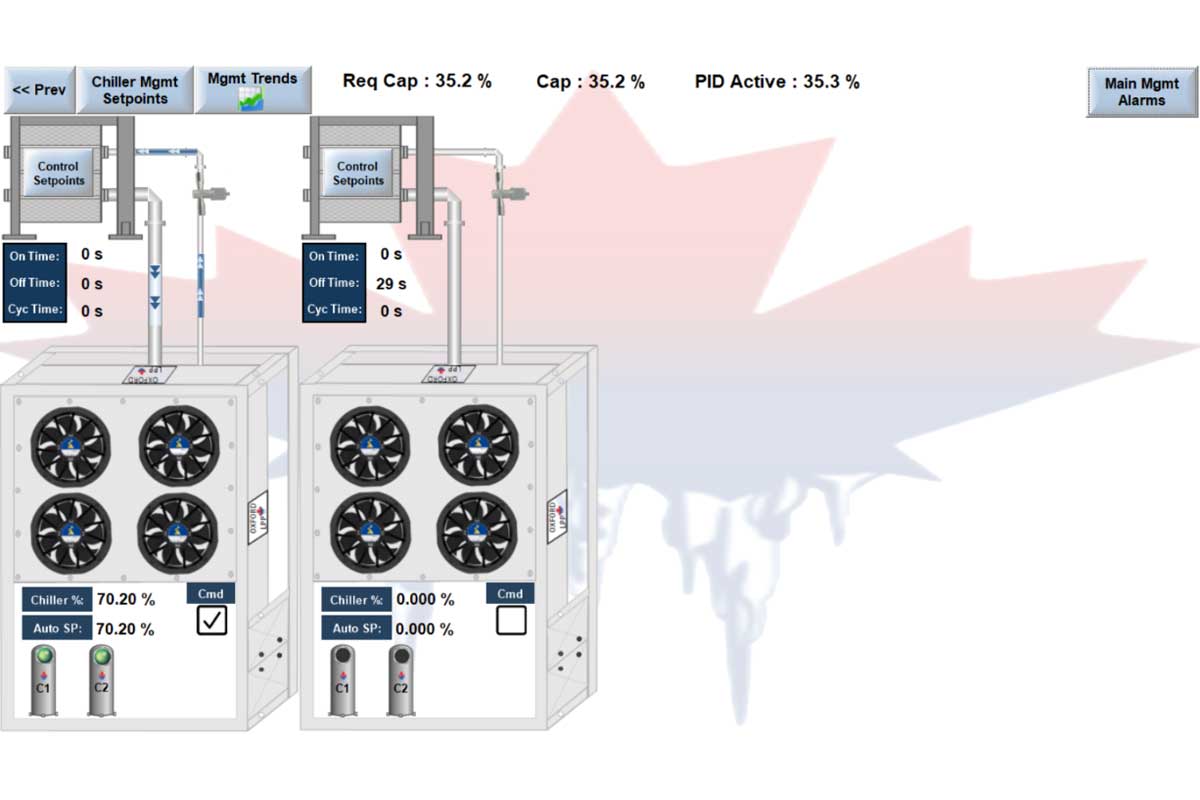
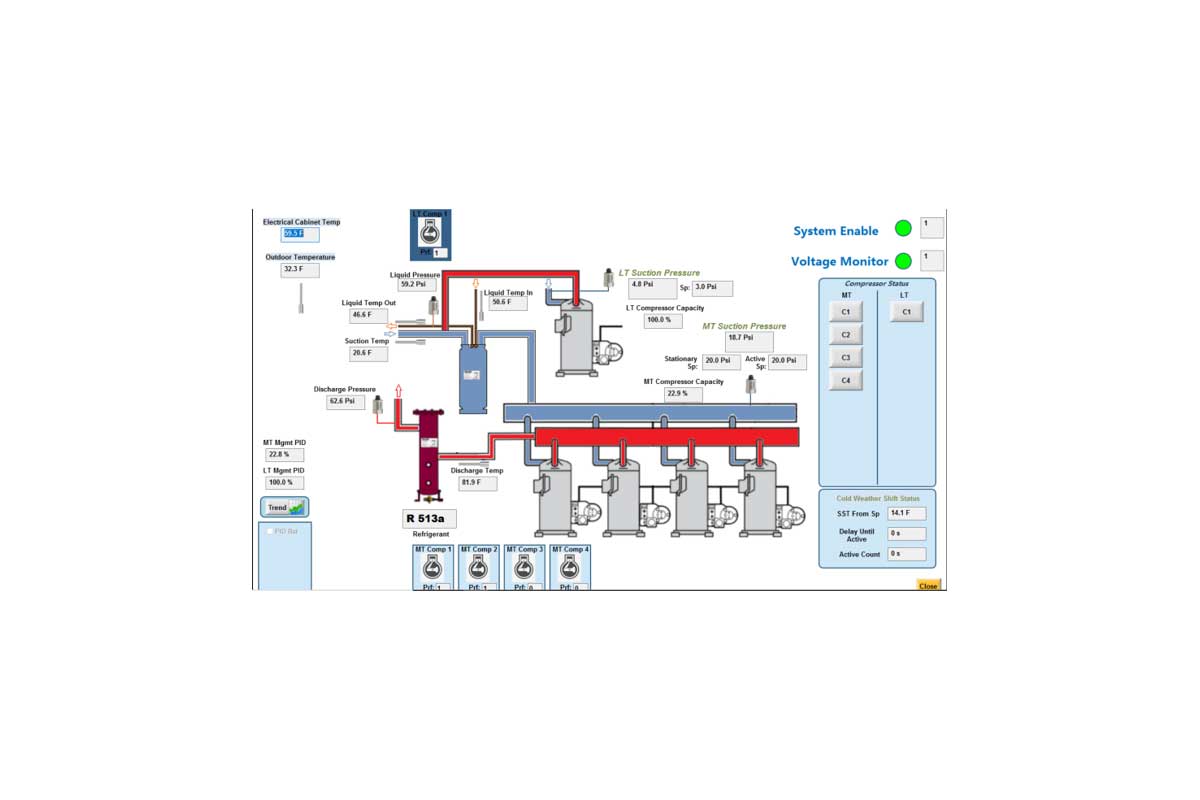
At Oxford Energy Solutions, we are committed to reducing food waste without compromising the performance of the refrigeration system. In a rapidly changing world, we recognize the need for a platform that seamlessly integrates with existing store architectures, including refrigeration, lighting, HVAC, retail, heating, alarms, and customer monitoring systems, rather than creating yet another isolated independent system.
With Sensori Control™, we remove limitations, empowering end-users to customize the system according to their preferences. Users can effortlessly add their own programming, seamlessly integrate with existing and new architectures, and enjoy the freedom to expand the system as they desire.
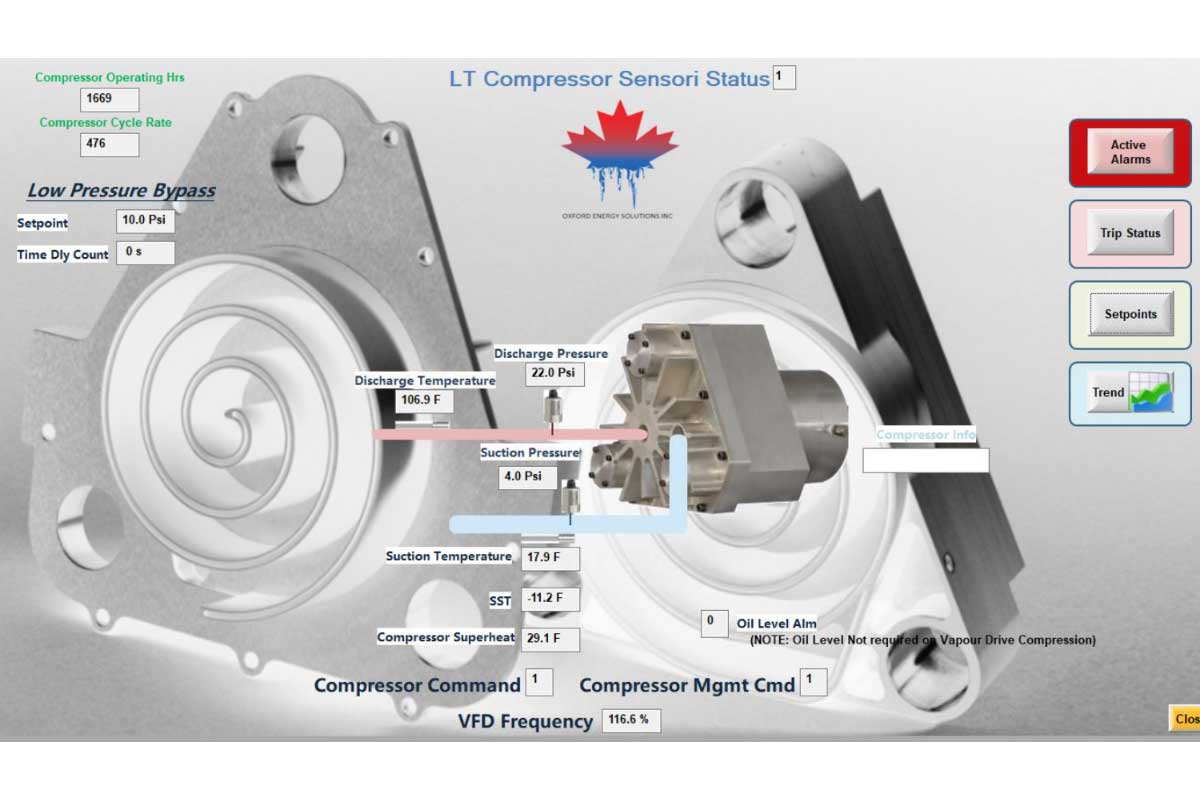
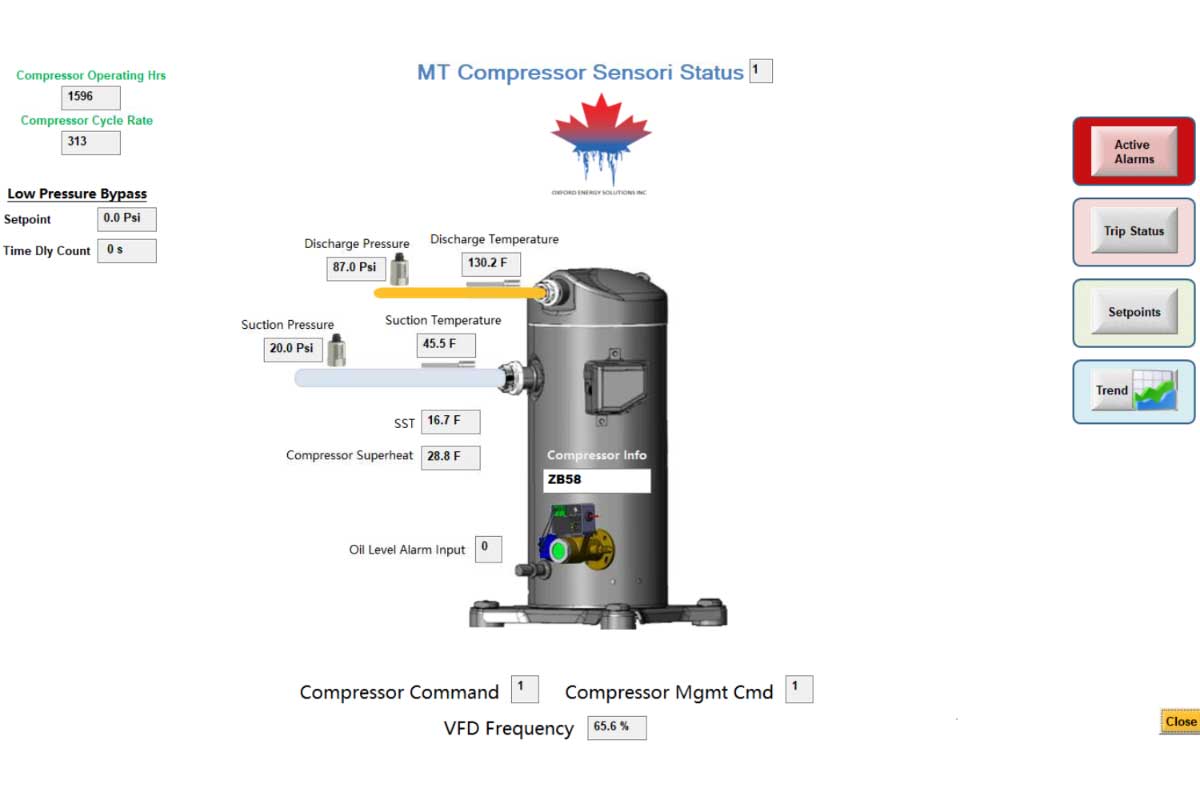
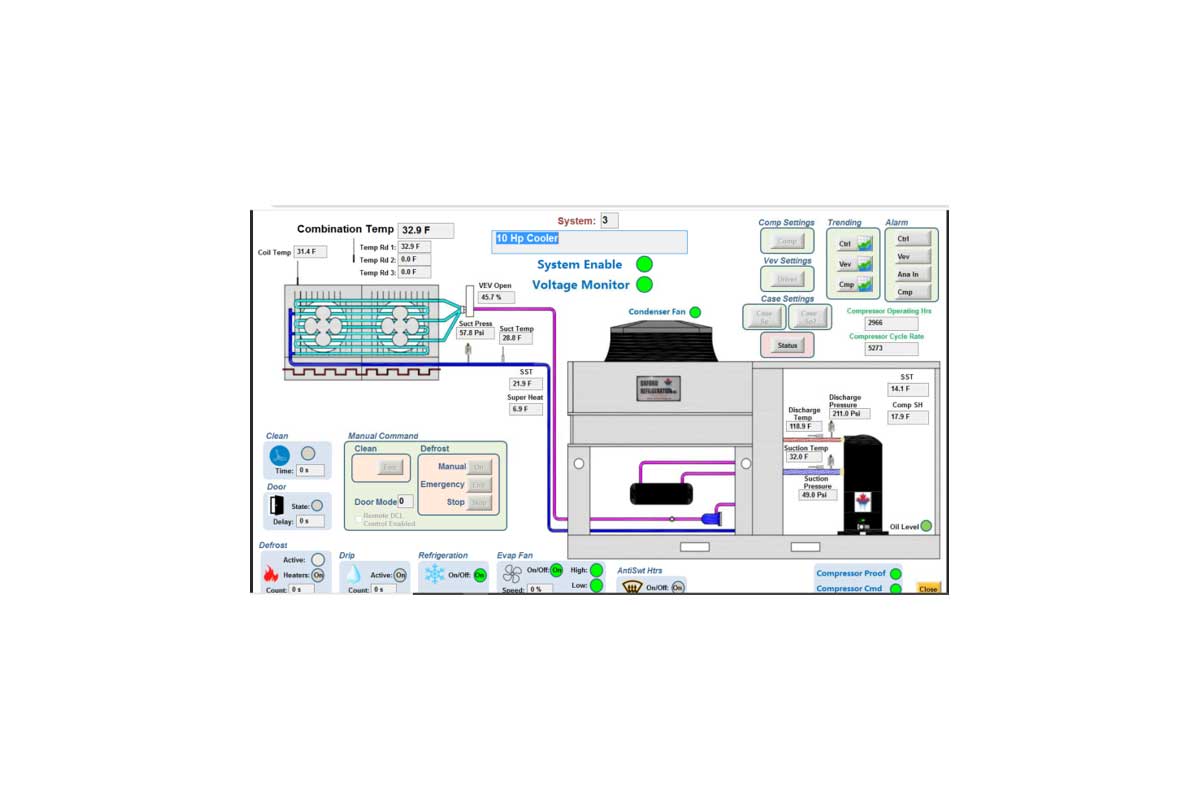
Adaptive Compressor Management:
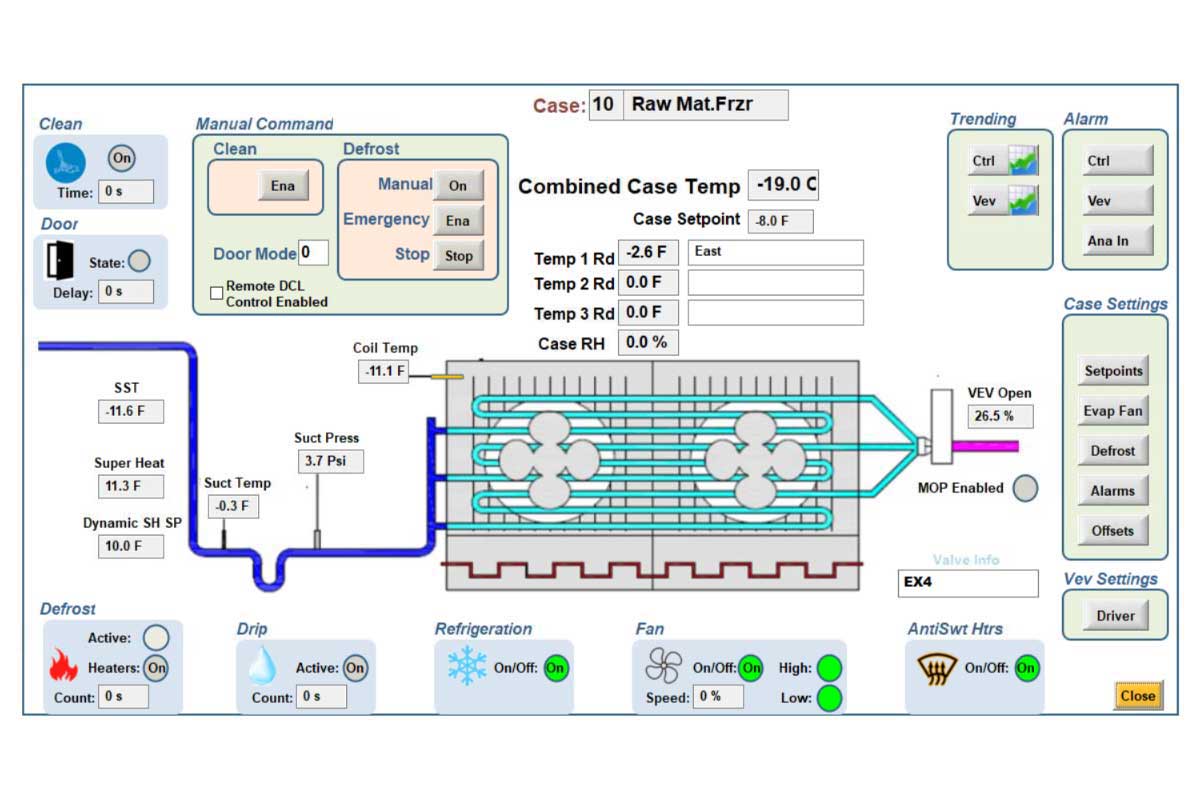
One of the core features of the Sensori Control™ platform is its adaptive compressor management. By monitoring individual compressors' temperatures, pressure, oil level, and oil pressure, we can analyze their performance and efficiency through advanced analyses. Learning from the operating envelope, the system detects deviations from normal or expected behaviour. It proactively requests service before any catastrophic events occur. Additionally, the platform adapts to temperature changes in cases and load profiles, optimizing efficiency by incorporating more sensors for additional valuable information. For instance, knowing how many freezer case doors are open and how long allows the system to adjust the load profile, maintaining temperatures effectively and preventing wastage.
Compatibility:
The Sensori Control™ platform serves as a limitless canvas, allowing the integration of any sensor worldwide, supporting every country's requirements, and boasting major certifications for global compliance. Furthermore, our platform offers unparalleled global support and availability, ensuring users can access assistance and resources regardless of location.
Compressor safety modules within Sensori Control™ are compatible with any compressor manufacturer and can work with various compressor types, providing a comprehensive and flexible solution for all refrigeration needs.
Welcome to the future of refrigeration with Sensori Control™–where innovation knows no bounds.

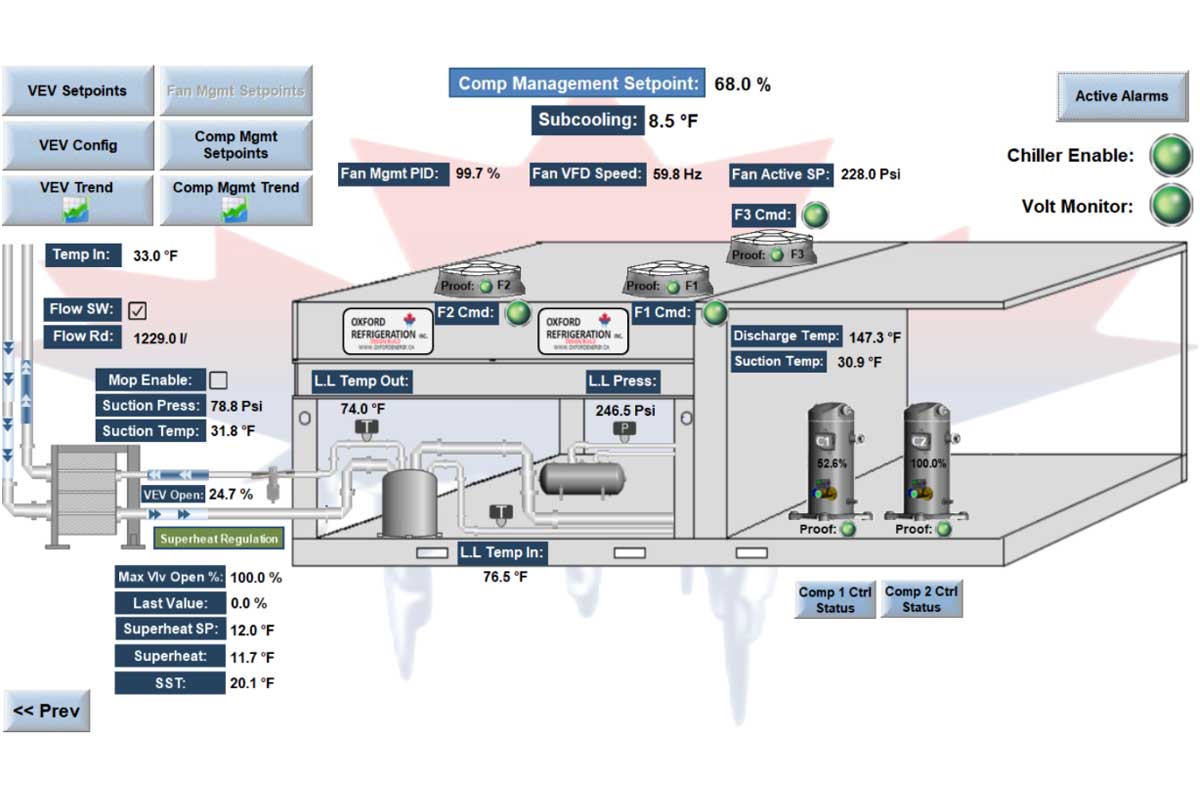
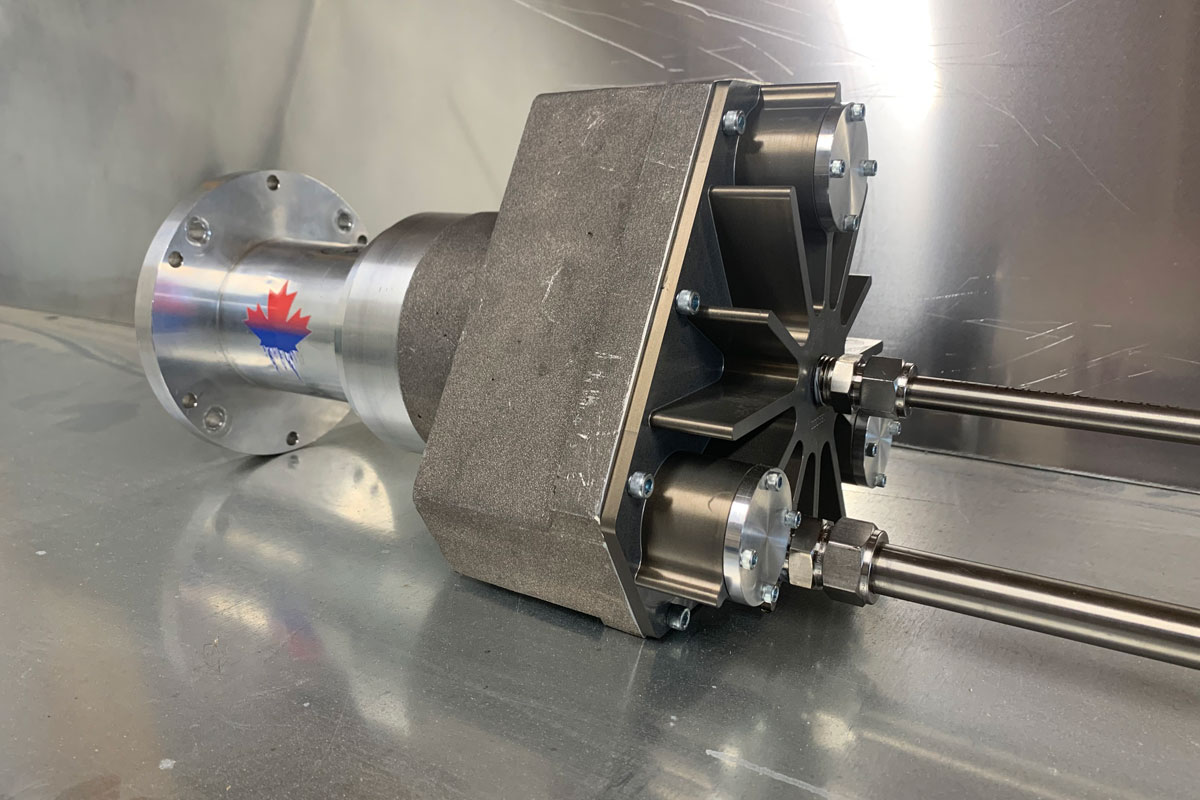
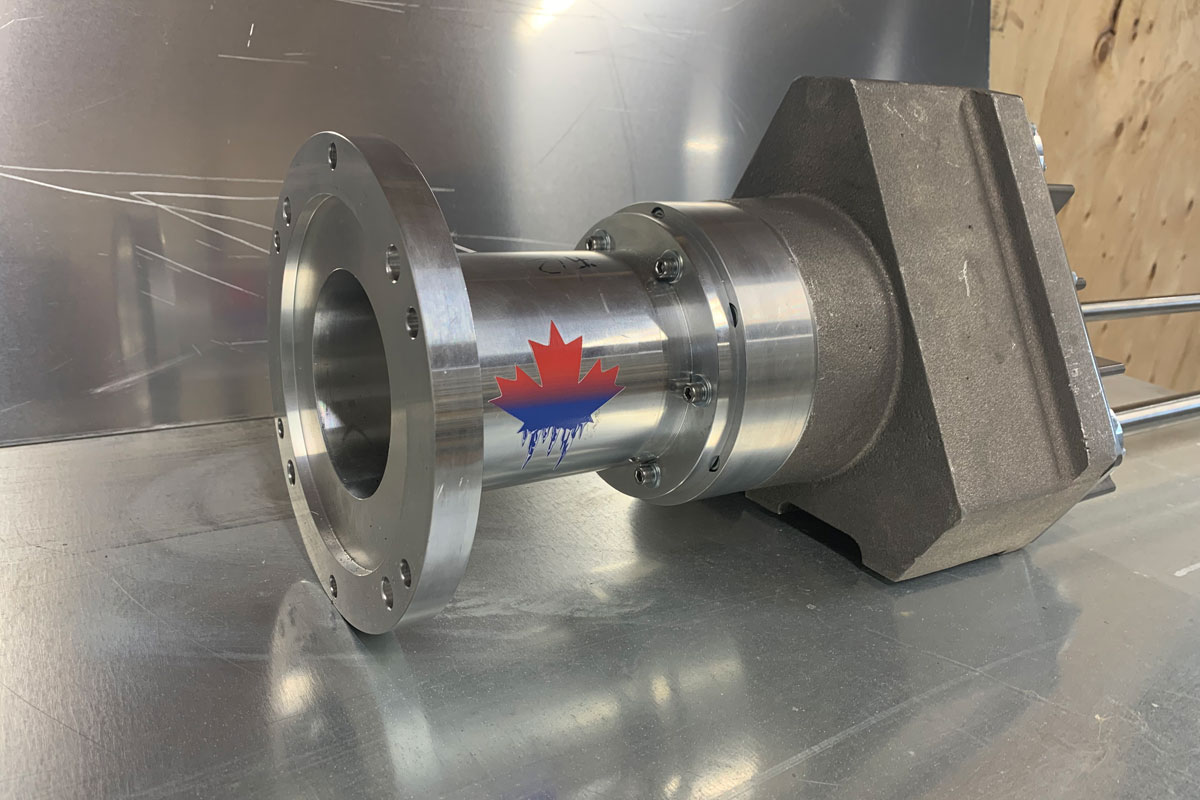
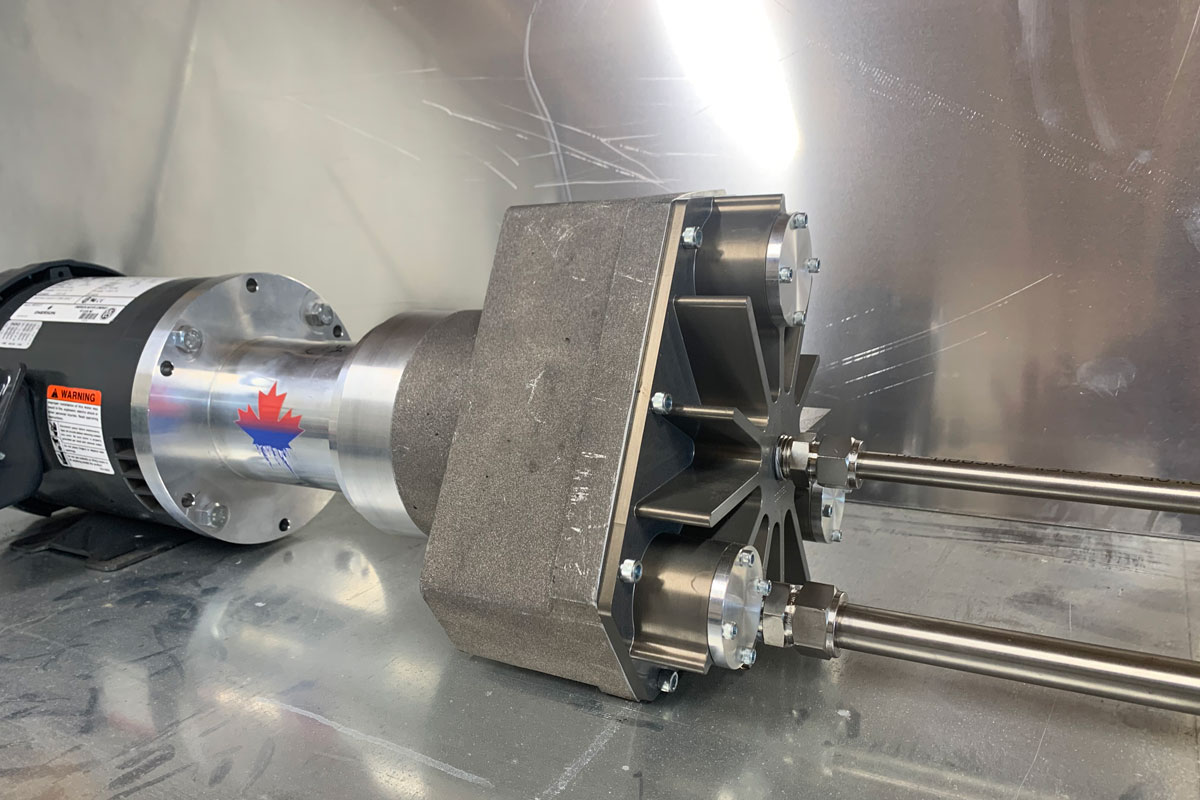
Oxford's revolutionary Vapour Drive™ technology is a game-changer for the refrigeration industry.
Say goodbye to oil-related issues and the constraints of speed variation and load profiles. Vapour Drive™ offers a fully modulating, VFD-controlled, open magnetic drive scroll compressor that operates from 0% to 100% capacity without the need for oil. Importantly, the motor is isolated from the refrigerant system for enhanced safety.
Compared to previous designs, Vapour Drive™ achieves an impressive 60% reduction in discharge superheat, improving overall efficiency. Additionally, the motor power required is significantly reduced by over 50%, making it a highly energy-efficient solution. With both variable-speed A/C and DC-driven options available, this technology offers unparalleled flexibility and adaptability.
Designed for field repairability and based on a semi-hermetic scroll design, Vapour Drive™ takes the low-pressure stage to new heights of reliability and energy efficiency. By removing the dependency on oil and overcoming speed and load limits, Vapour Drive™ represents a groundbreaking advancement in the LPP landscape.
Experience the future of refrigeration with Vapour Drive™ by Oxford.

PROUDLY CANADIAN
Ready to start your next project with us? Give us a call or send us an email and we will get back to you as soon as possible!